Custom ABS Refrigerator Parts Injection Mold
Brand JUN HUI
Product origin HuBei
Custom ABS Refrigerator Parts Injection Mold
JH Mold specializes in providing high-quality custom ABS refrigerator parts injection molds. Our products are widely used in core components such as refrigerator inner liners, door liners, drawers, and various decorative panels. With excellent dimensional accuracy and surface finish, they perfectly suit diverse application scenarios including household, commercial, and automotive refrigerators, helping customers create highly competitive end products.
Supported by strong R&D capabilities and advanced CNC precision machining equipment, we possess comprehensive development expertise spanning from 3D design and mold flow analysis to trial mold validation. For complex ABS refrigerator parts injection mold structures, our team can precisely resolve technical challenges such as shrinkage and warpage, ensuring mold longevity and production stability. We have successfully provided OEM/ODM services to numerous renowned global home appliance brands, accumulating extensive industry collaboration experience and an outstanding reputation.
Custom ABS Refrigerator Parts Injection Mold
Custom ABS Refrigerator Parts Injection Mold

| Item | Key Indicators & Description |
|---|
| Mold Temperature | 50-80℃
• Recommended 60-80℃ for high-gloss appearance parts; 50-60℃ for standard structural parts.
• The fixed mold temperature is usually about 5℃ higher than the moving mold to ensure surface quality. |
| Drying Conditions | 80-90℃, Drying Time 2-4 Hours
• Moisture content must be <0.1% to prevent silver streaks and air bubbles. |
| Injection Pressure | 70-140 MPa
• Use higher values for thin-walled/long-flow parts; lower values for thick-walled/large-gate parts.
• Holding pressure should be 20%-60% of the injection pressure. |
| Injection Speed | Medium to High Speed
• Multi-stage high-speed injection is required for high-gloss parts to eliminate weld lines; flame-retardant grades require slow speed. |
| Back Pressure | 5-15 MPa
• Too low pressure easily entrains air causing burning; too high pressure easily leads to material degradation. |
| Shrinkage Rate | 0.4%-0.7%
• This tolerance must be reserved when designing the mold cavity; it varies slightly among different grades. |
| Runner System | Hot Runner or Pin Gate Recommended
• The minimum wall thickness should not be less than 0.7mm to prevent insufficient filling. |
| Ejection System | Ensure Large Ejection Area and Good Synchronization
• Avoid surface marks that could affect subsequent electroplating or appearance (especially for high-gloss parts). |
| Mold Steel | Commonly Uses Pre-hardened Steels like P20/718H
• The cavity requires high-precision polishing (SPC polishing is required for mirror finish). |
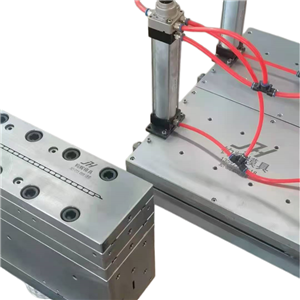
As a leading B2B manufacturer, JunHui Mold specializes in high-precision custom ABS refrigerator parts injection mold solutions. We understand that modern appliances demand flawless aesthetics and structural integrity. Our ABS refrigerator parts injection mold is engineered to produce critical components, including inner liners, door liners, drawers, and decorative panels, ensuring perfect compatibility with household, commercial, and automotive refrigeration systems.
Advanced Manufacturing and R&D Capabilities
Producing a superior custom ABS refrigerator parts injection mold requires exceptional technical expertise. Our facility is equipped with advanced CNC machining centers and comprehensive 3D design software. We conduct rigorous mold flow analysis to predict and resolve potential issues like shrinkage or warpage during the development of any ABS refrigerator parts injection mold. This proactive approach guarantees extended tool life and stable mass production, which is why renowned global appliance brands trust our OEM and ODM services.
Optimized Processing Parameters for ABS Materials
To maximize the performance of your custom ABS refrigerator parts injection mold, strict adherence to processing guidelines is essential. ABS material must be dried at 80-90℃ for 2-4 hours to keep moisture below 0.1%, preventing silver streaks. During the molding process, we recommend a mold temperature of 50-80℃ (60-80℃ for high-gloss finishes) and an injection pressure between 70-140 MPa. Proper back pressure (5-15 MPa) and medium-to-high injection speeds are vital to eliminate weld lines and ensure the ABS refrigerator parts injection mold delivers defect-free, high-quality outputs.
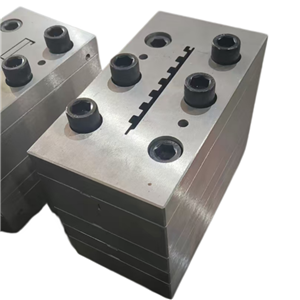
Precision Mold Design and Material Selection
The longevity of a custom ABS refrigerator parts injection mold depends heavily on material selection and design precision. We commonly utilize pre-hardened steels like P20 or 718H, with SPC mirror polishing for high-gloss cavities. Our design accounts for the 0.4%-0.7% shrinkage rate of ABS and recommends hot runner systems with a minimum wall thickness of 0.7mm. Furthermore, our optimized ejection systems ensure large contact areas and synchronization, preventing surface marks on the final products from the ABS refrigerator parts injection mold.
Direct-from-Mill Production and Global Partnership
Choosing our custom ABS refrigerator parts injection mold means partnering with a factory that prioritizes efficiency and transparency. With standardized workshops and ample mold base inventory, we significantly reduce lead times for bulk orders. We provide end-to-end support, from initial prototyping to final mass production. Let our expertly crafted ABS refrigerator parts injection mold elevate your product line, offering you competitive direct-from-mill pricing and reliable technical support for the global market